保溫鋼管咨詢
保溫鋼管咨詢

產品名稱: 聚氨酯發泡保溫鋼管制造廠家
產品類型: 聚氨酯發泡保溫鋼管廠家
相關產品: 保溫熱力管道
瀏覽次數: 32
發布時間: 2023-08-18
- 產品描述
隨著人們對于節能環保的重視,聚氨酯發泡保溫鋼管作為一種新型節能環保材料,越來越被廣泛應用于建筑、石化、化工、供熱等領域。那么聚氨酯發泡保溫鋼管的生產工藝是怎樣的呢?
1. 前期準備
聚氨酯發泡保溫鋼管生產過程的前期準備主要包括以下幾個方面:材料采購、 設備安裝、配套系統安裝、工廠車間等待。
2. 原材料混合
聚氨酯發泡保溫鋼管的生產主要原材料有聚醚和異氰酸酯,這兩種原材料的質量對于生產的聚氨酯發泡保溫鋼管的質量有著很大的影響。在原材料的投入中,需要選用高質量的原材料,并根據不同的生產要求進行嚴格的比例混合。
3. 發泡
發泡是聚氨酯發泡保溫鋼管生產過程中的核心步驟,也是關鍵工藝之一。在此步驟中,需要將處理好的混合物放置于發泡裝置中,利用化學發泡的原理,掌握好溫度、壓力、發泡速度等參數,使混合物穩定、均勻地發泡。
4. 成型
發泡后的聚氨酯材料在一定的時間內進行原料固化,之后經過切割、成型等加工工藝,形成聚氨酯發泡保溫鋼管。這一步需要在嚴格的環境下進行,確保產品符合質量標準和用戶需求。
5. 后期加工
聚氨酯發泡保溫鋼管在生產完畢后,需要進行一些必要的后期處理。例如,對于外表面進行打磨、刷漆等涂裝工藝,以及質量檢測等,確保產品的質量和性能。
由于聚氨酯發泡保溫鋼管是一種新型的節能環保材料,其生產工藝相對于傳統的保溫材料生產工藝也較為復雜。但只要加強前期準備,嚴格控制材料質量,做好各個環節的工藝控制,就能夠制作出高質量的聚氨酯發泡保溫鋼管,以滿足用戶的需求和市場的需求。
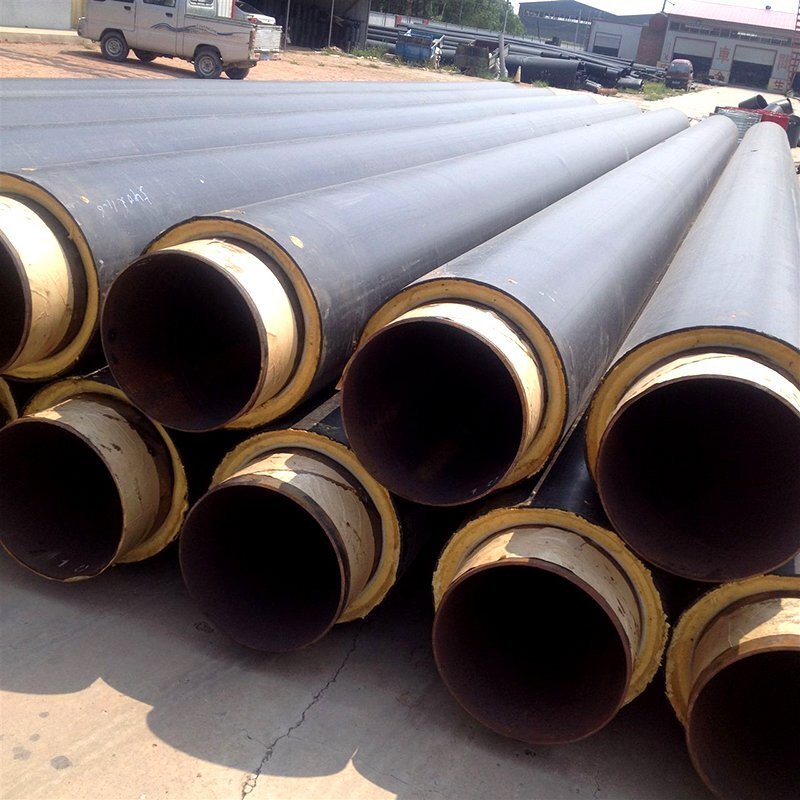
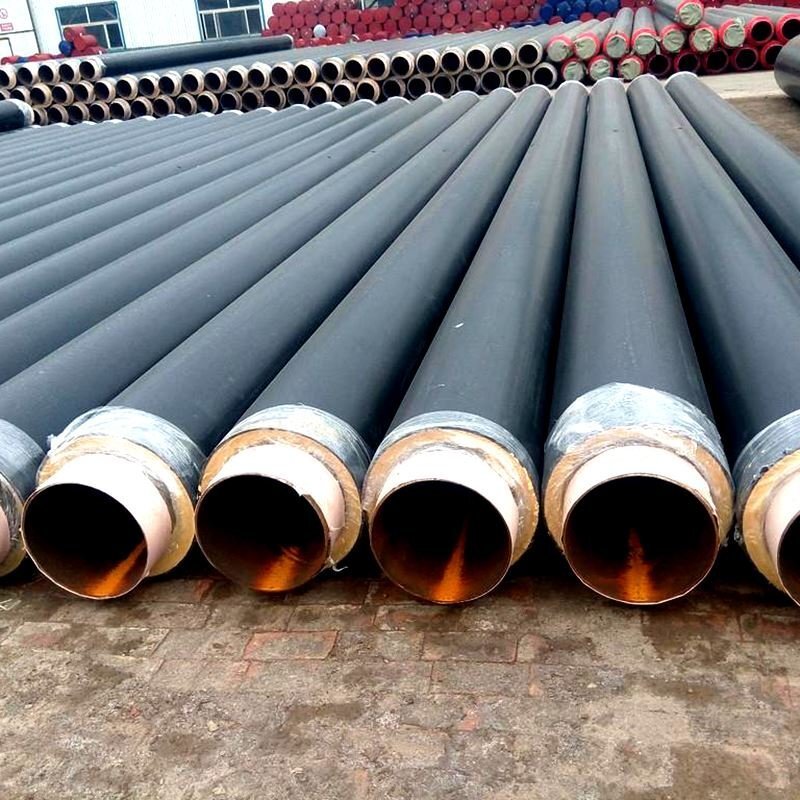
聚氨酯發泡保溫螺旋鋼管從里到外分三層結構:
第一層:工作鋼管層
根據設計和客戶的要求一般選用無縫鋼管、螺旋鋼管和直縫鋼管。鋼管表面經過先進的拋丸除銹工藝處理后,鋼管除銹等級可達GB/T8923-1988標準中的Sa2級,表面粗糙度可達GB6060.5-88標準中R=12.5微米。
第二層:聚氨酯保溫層:
用高壓發泡機在鋼管與外護層之間形成的空腔中一次性注入硬質聚氨酯泡沫塑料原液而成,即俗稱的“管中管發泡”。
第三層:熱力聚氨酯發泡直埋保溫鋼管高密度聚乙烯保護層:
預制成一定壁厚的黑色或黃色聚乙烯塑料管材。聚乙烯無臭,無毒,手感似蠟,具有耐低溫性能,使用溫度可達-70~-100℃,化學穩定性好,能耐大多數酸堿的侵蝕(不耐具有氧化性質的酸),常溫下不溶于一般溶劑,吸水性小,但由于其為線性分子可緩慢溶于某些有機溶劑,且不發生溶脹,電絕緣性能優良。
其作用一是保護聚氨酯保溫層免遭機械硬物破壞,二是防腐、防水。
高密度聚乙烯聚氨酯發泡保溫鋼管執行:SY/T114-2000和SY/T115-2001標準。
聚氨酯發泡保溫鋼管制作流程:
(一)、涂低溫膠
1. 待鋼管表面處理完后,對所有系統低溫管道涂上低溫膠進行粘接包封,厚度小于2mm,人工手工涂刷1遍即可。
(二)、鋼管表面預處理
1、用洗滌劑清除鋼管表面的油脂和污垢等附著物。
2、待鋼管表面干燥后清除鋼管表面的灰塵。
3、對于空壓機出口高溫管采用石棉帶進行絕熱隔離后,再進行聚氨酯保溫。
(三)、聚氨酯發泡保溫鋼管廠家一次成型工藝
1、按設計要求,在放好線后,將加工后的模板安裝并固定好。
2、按照比例配制好聚氨酯后,對管道進行澆注。
3、30~40分鐘后,將模板拆除,橡膠模板保證脫模后成型度、密實性良好。
4、待保溫層充分靜置24小時后,再在保溫層表面包好0.6mm的鋁皮。
- 其他產品